德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678
德州瑞和机械有限公司
专注产品系统研发、生产,为您提供一站式工程解决方案
24小时咨询热线:
13583467678

联系人:刘经理
手 机:13583467678
邮 箱:840194543@qq.com
网 址:www.dzrhjx.com
地 址:山东省德州市德城区幸福大道京津鲁冀产业园B区12号
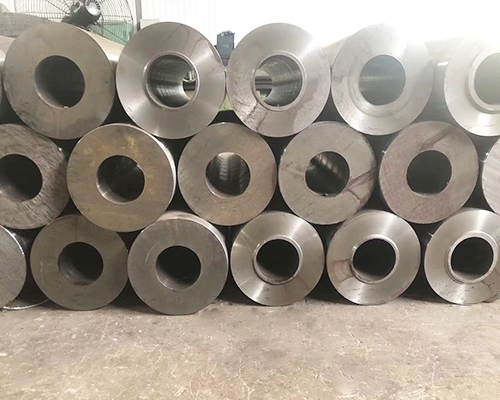
深孔加工 深孔刀具 深孔加工厂家 深孔加工优选瑞和!
在深孔加工的整个过程中,经常会出现数控刀片的规格密度、工艺性能和使用寿命等问题。如何减少甚至预防这个问题,是现阶段深孔加工厂家亟待解决的问题。
(1) 原因:
深孔加工时,铰刀直径规格设计方案值过大或铰孔和钻孔刀口有毛刺;切削量过高;切削速度差或加工余量过多;刀具主倾角过大;刀具弯曲;切削毛刺粘附在铰孔切削刃上;磨削时铰孔刀刃摆动偏差;切削油选用不合适;安装铰刀时,锥柄表面油渍未清理干净或球面擦伤;锥柄平尾偏差装入车床主轴后,锥柄与锥度干涉;主轴轴承弯曲或机床主轴轴承过松或损坏;绞刑架不灵活;与产品工件不同,在镗轴及其手部时,双手用力不均,导致铰刀上下晃动。

(二)对策:
深孔加工时,铰刀直径应根据细节适当减小;减少切削参数;适当调整切削速度或减少加工余量;适度减小主倾角;被拉直或损坏和弯曲的无法使用的铰刀;用油石仔细翻新,达到标准;控制摆幅误差在允许范围内;选择制冷特性好的切削油;安装铰刀前,一定要将铰刀锥柄内部和车床主轴锥孔内的油渍清理干净,并用油石打磨球面上的凸点;锐化铰刀的平尾;调整或更换机床主轴轴承;再次调整波动夹头,调整平行度;注意正确的练习。
以上内容由深孔加工厂家整理。